The global softgel capsules market is experiencing an unprecedented surge, driven by the increasing consumer demand for health supplements that offer superior bioavailability and ease of swallowing. As a preferred dosage form in the pharmaceutical and nutraceutical industries, softgel capsules provide a unique mechanism to deliver oil-based formulations and fat-soluble vitamins (like Vitamin D3, K2, and Omega-3) that are otherwise difficult to stabilize in traditional tablet forms.
In 2024, the industry is not just about encapsulation; it is about precision science. Leading manufacturers are now integrating AI-driven monitoring systems to ensure shell thickness uniformity and airtight sealing, which are critical for preventing oxidation and extending shelf life. The market is projected to reach billions of dollars by 2030, with the Asia-Pacific region, particularly China, emerging as a dominant hub for high-capacity, cost-efficient production.
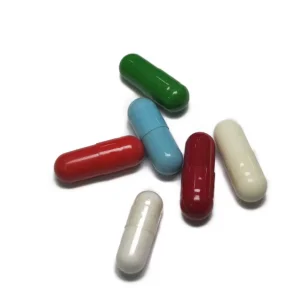
Softgels allow for liquid fill, which enhances the absorption rate of active ingredients compared to compressed tablets.
Hermetically sealed shells protect sensitive ingredients from light, oxygen, and moisture, ensuring potency.
The rise of Carrageenan and starch-based shells is meeting the global demand for plant-based and "clean label" products.
As we analyze the Top 10 Softgel Capsules Manufacturers, several key trends emerge that define the competitive edge in the global market:
Xian QLU Health Pharmaceutical Technology Co., Ltd. is a premier entity engaged in the development, production, and marketing of high-end pharmaceutical products, food ingredients, vitamins, and chemical intermediates. Headquartered in the historic city of Xian, China, we operate three massive production bases strategically located in Shandong, Zhejiang, and Hebei.
Our facilities are the bedrock of our quality, certified by GMP, ISO, FAMI-QS, KOSHER, and HALAL. With decades of expertise in APIs and vitamins, we offer a vertically integrated supply chain that ensures our clients receive the most competitive pricing without sacrificing the pharmaceutical-grade quality their customers demand.

In the ever-changing pharmaceutical landscape, the spirit of QLU is defined by flexibility and adaptability. We don't just manufacture; we innovate. By embracing emerging AI technologies and new scientific advancements, we continuously evolve our encapsulation techniques to meet the intricate needs of healthcare providers and modern patients.
With strategic marketing hubs in Mumbai and Dubai, we bridge the gap between advanced Chinese manufacturing and global healthcare needs, providing localized support for international procurement teams.


Navigating the "Top 10 Softgel Capsules Manufacturers" list requires an understanding of localized market needs. For instance, the North American market prioritizes Non-GMO and Organic certifications, while the Middle Eastern market necessitates strict HALAL compliance. At QLU Health, we tailor our production lines to meet these regional specifics.
1. Scalability: Our facilities can handle orders from niche boutique brands to massive retail chains without compromising lead times.
2. Supply Chain Integration: Being in China allows us direct access to high-quality raw materials, reducing transit costs and risks.
3. Technical Support: Our R&D team assists in formulation stability testing, ensuring your product survives varying climates across the globe.
From "Brain Energy & Focus" capsules in the European tech hubs to "Natural Slimming" solutions in the booming LATAM market, softgels are the versatile vehicle of choice for the next generation of wellness products.